江西乐平东风制药厂废水处理装置
文章出处:未知 人气:发表时间:2019-10-23 15:50
江西东风药业股份有限公司
1008t/d东风药业废水处理工程
工程案例
江苏灏逸环保科技有限公司
1008t/d东风药业废水处理工程案例
1008t/d东风药业废水处理工程
工程案例
江苏灏逸环保科技有限公司
1008t/d东风药业废水处理工程案例
一、概述:
江西东风药业股份有限公司主要生产阿莫西林、青霉素钠盐、普鲁卡因青霉素、氨苯等抗生素原料药的合成和精制,青霉素、头孢粉针剂和阿莫西林胶囊剂,在制药过程中排放的废水可以分为四类。①主生产过程排放,此类排水是最重要的一类废水,包括废滤液(从菌体中提取药物)、废母液(从滤液中提取药物)、其他母液、溶剂回收残液等,该废水浓度高、酸碱性和温度变化大、药物残留,是此类废水最显著的特点,虽然水量未必很大,但是其中污染物含量高,对全部废水中的COD贡献比例大,处理难度大。②辅助过程排水,包括工艺冷却水(如发酵罐、消毒设备冷却水)、动力设备冷却水(入空气压缩机冷却水)循环冷却水系统排污、水环真空设备排水,去离子水制备过程排水、蒸馏(加热)设备冷凝水等,此类废水污染物浓度低,但是水量大,并且季节性强,企业间差异大,一些水环真空设备排水含有溶剂、COD浓度很高。③冲洗水,包括容器设备冲洗水,过滤设备冲洗水,树脂柱(罐)冲洗水,地面冲洗水等,其中过滤设备冲洗水污泥浓度高。④部分生活污水.根据环境保护的各项规定,该厂必须新建废水处理设施,使所排废水必须经处理后达到《化学合成类制药工业水污染物排放标准》(GB21904-2008),以减少对环境的污染,废水处理后即可排出厂外。
二、设计污水量及产水指标:
2.1、设计污水处理量
污水处理能力为:提炼废水Qd=380m3/d的废水处理设施,其他废水1600m3/d
本污水处理站分2期建设:1期处理量为42m3/h,日处理为1008m3/d。
2.2、设计进、出水质指标
参照同行业类似废水性质和建设单位提供的水质指标,设计水质如下:设计进水水质一览表:
| 产污工段 | 水质水量 | |||||
|
阿莫西林、青霉素钠盐、普鲁卡因青霉素 |
水量(T/d) | COD(mg/L) | PH | |||
| 高浓度 | 250 | 40000-60000 | 5-9 | |||
| 一般浓度 | 130 | 2000-3000 | 6-8 | |||
| 低浓度 | 350 | <200 | 6-8 | |||
| 胶囊、片剂、粉针 | 低浓度 | 500 | <200 | 6-8 | ||
| 锅炉 | 低浓度 | 50 | <500 | 6-8 | ||
| 生活用水 | 低浓度 | 100 | <200 | 6-8 | ||
| 其它 | 低浓度 | 400 | <200 | 6-8 | ||
| 合计 | 高浓度 | 250 | 一般浓度 | 130 | 低浓度 | 1850 |
设计排放水质一览表:单位为mg/L(pH值、色度除外)
| 序号 | 污染物项目 | 排放限值 | 污染物排放监控位置 |
| 1 | pH值 | 6~9 | 企业废水总排放口 |
| 2 | 色度(稀释倍数) | 50 | |
| 3 | 悬浮物 | 50 | |
| 4 | 五日生化需氧量(BOD5) | 20 | |
| 5 | 化学需氧量(CODcr) | 100 | |
| 6 | 氨氮(以N计) | 20 | |
| 7 | 总氮 | 25 | |
| 8 | 总磷 | 2.0 | |
| 9 | 总有机碳 | 60(50) | |
| 10 | 急性毒性(HgCl2毒性当量计) | 0.07 | |
| 11 | 总铜 | 0.5 | |
| 12 | 挥发酚 | 0.5 | |
| 13 | 硫化物 | 1.0 | |
| 14 | 硝基苯类 | 2.0 | |
| 15 | 苯胺类 | 2.0 | |
| 16 | 二氯甲烷 | 0.3 | |
| 17 | 总锌 | 0.5 | |
| 18 | 总氰化物 | 0.5 | |
| 19 | 总汞 | 0.05 | |
| 20 | 烷基汞 | 不得检出* | 车间或生产设施废水排放口 |
| 21 | 总镉 | 0.1 | |
| 22 | 六价铬 | 0.5 | |
| 23 | 总砷 | 0.5 | |
| 24 | 总铅 | 1.0 | |
| 25 | 总镍 | 1.0 | |
|
* 烷基汞检出限:10 mg/L 注:括号内排放限值适用于同时生产化学合成类原料药和混装制剂的生产企业。 |
|||
三、处理工艺选择:
● 生产废水排放时具有间隙性,废水水量和水质的波动很大,不均匀程度很高,必须考虑设置足够容量的均质调节池。● 废水中有机物含量较高,COD达60000mg/L,可生物降解性偏差,必须采取厌氧生物技术对废水进行预处理,以有利于后续好氧生化反应的进行。
● 废水中含有未反应完的中间体,苯类物质,盐等成分,如不先去除,务必影响后续厌氧菌和好氧菌的生成。
根据上述水量和水质情况分析,方案考虑废水处理工艺的选择必须依照如下思路:
● 总体思路采用微电解——催化氧化——IC反应器——CASS池工艺为核心技术处理废水;
● 最后再通过固液分离处理,保证水质达标排放。
四、工艺流程图:
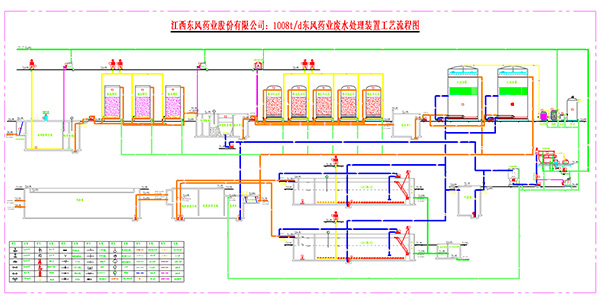
五、系统工艺流程说明:
高浓度废水自流入高浓度废水调节池,进行污水水量的调节、水质的均衡,然后由提升泵提入PH调整池,使PH调节至3,为后续微电解工艺创造条件。呈酸性的废水由提升泵提入微电解塔处理,微电解池:池内填有铸铁铁填料与炭粒的混合填料,微电解反应对废水的处理基于电化学反应的原理,由于氧化还原、电池反应的作用,形成新生絮凝体参与吸附的协同作用。保持足够长的停留时间,废水在酸性条件下,与铁、炭颗粒形成无数的微原池,电极反应产生新生态[H]具有很大的活性,可以使得废水中的大分子有机物转化为小分子,降解了CODCr,同时铁碳微电解还可以打开复杂芳香烃的环状分子结构,消除芳香族化合物的生物毒性。并能破坏废水中发色物质的发色结构,达到脱色、去除化学污染物的目的。微电解塔出水流入中和池,在中和池中加碱,使PH值调至6-9,然后由水泵提入催化氧化塔,利用强氧化剂—二氧化氯在常温常压下催化氧化废水中的有机污染物,或直接氧化有机污染物,或将大分子有机污染物氧化成小分子有机污染物.提高废水的可生化性,较好的去除有机污染物.在降解COD的过程中,打断有机分子中的双键发色团,如偶氮基,硝基,硫化羟基等,达到脱色的目的,同时有效地提高BOD/COD值,使之易与生化降解.出水进入IC厌氧反应器进行进行高效厌氧处理,降低有机物浓度。厌氧处理过程中产生的沼气被收集到火炬内燃烧或利用。
IC厌氧反应器出水进入低浓度废水调节池,与低浓度废水进行中和,然后由提升泵提至CASS反应池进行生化处理,处理后的水由滗水器直接滗出排放。
来自IC厌氧反应器、CASS反应池的剩余污泥先在污泥浓缩池内被浓缩,中心泥斗中的污泥被污泥泵送到脱水机房,进行进一步降低污泥含水率,实现污泥的减量化。脱水机给料泵将浓缩池里的污泥送入脱水机的泥药混合器,与来自絮凝剂投配装置的絮凝剂混合后进入脱水机。污泥经脱水机脱水后形成泥饼,装车外运处置。
六、处理效果检测:
| 主要处理单元 | 指 标 | CODCr |
|
高浓度调节池 PH调整池 |
进水(mg/L) | 60000 |
| 出水(mg/L) | 54000 | |
| 去除率% | 10 | |
|
铁碳反应 中和池 |
进水(mg/L) | 54000 |
| 出水(mg/L) | 21600 | |
| 去除率% | 60 | |
|
催化氧化 中和池 |
进水(mg/L) | 21600 |
| 出水(mg/L) | 5400 | |
| 去除率% | 75 | |
| IC反应器 | 进水(mg/L) | 5400 |
| 出水(mg/L) | 810 | |
| 去除率% | 85.0 | |
| CASS池 | 进水(mg/L) | 810 |
| 出水(mg/L) | 81 | |
| 去除率% | 90 | |
| 总去除效率 | 去除率% | ≥91.67 |
七、主要处理构筑物和设备表:
7.1主要处理构筑物| 编号 | 项目名称 | 构筑物尺寸(m) | 材 料 | 数 量 | 备注 |
| 1 | 高浓度废水调节池 | 14×2.2×5.0 | 钢砼结构 | 1座 | 有效容积:135m3 |
| 2 | 低浓度废水调节池 | 35.6×5.4×5.0 | 钢砼结构 | 1座 | 有效容积:840 m3 |
| 3 | PH调整池 | 5.6×2.2×5.0 | 钢砼结构 | 1座 | 有效容积:54m3 |
| 4 | 中和池 | 5.6×2.2×5.0 | 钢砼结构 | 1座 | 有效容积:54m3 |
| 5 | CASS池 | 29.0×10×5.0 | 钢砼结构 | 1座 | 有效容积:1305m3 |
| 6 | 污 泥 池 | 7.5×2.2×5.0 | 钢砼结构 | 1座 | 有效容积:74m3 |
| 7 | 设备房(一二期共建) | 31.5×12.5×3.5 | 砖混结构 | 1座 | 占地面积:394㎡ |
| 8 | 事故池(新增) | 30.3×15×5.0 | 钢砼结构 | 1座 | 有效容积:2000m3 |
| 9 | 一期设备基础 | 钢砼结构 | 1批 | 占地面积:120㎡ |
| 编号 | 设备名称 | 型 号 | 数量 | 技术参数 |
| 1 | 高浓度废水提升泵 | 40FPZ-11 | 2台 | 1.5KW,Q=11m3/hr,H=18m, |
| 2 | IC反应器 | IC-8T | 1套 | Q235B,Ф6.0×H10.0m |
| 3 | 水 封 器 | SFQ-800 | 1套 | Q235B,Ф0.8×H1.2m |
| 4 | 气水分离器 | 1套 | Q235B,Ф1.2×H1.5m | |
| 5 | 脱硫器 | 1套 | Q235B,Ф1.2×H1.8m | |
| 6 | 沼气柜 | 1套 | Q235B,Ф2.0×L4.0m | |
| 7 | 污泥循环泵 | ZW80-65-25 | 2台 | 7.5KW,Q=65m3/hr,H=25m, |
| 8 | 加药装置 | 酸、碱 | 2套 | PE |
| 9 | PH仪 | 2套 | ||
| 10 | 中和池提升泵 | 40FPZ-11 | 2台 | 1.5KW,Q=11m3/hr,H=18m, |
| 11 | PH调整池提升泵 | 40FPZ-11 | 2台 | 1.5KW,Q=11m3/hr,H=18m, |
| 12 | 微电解塔 | φ3.0×H6.8m | 2台 | Q235B |
| 13 | 风机 | FTB-150 | 2台 | 30KW,Q=15m3/min,0.7kgf/cm2 |
| 14 | 催化氧化塔 | φ3.0×H6.0m | 3套 | Q235B |
| 15 | 鼓 风 机 | FTB-150 | 2台 | 37KW,Q=20m3/min,0.6kgf/cm2 |
| 16 | 二氧化氯发生器 | HB-1000 | 1台 | 1000g/h |
| 17 | 低浓度废水提升泵 | 80WQ50-10-3, | 2套 | 3KW,Q=50m3/hr,H=10m, |
| 18 | CASS曝气风机 | FTB-200 | 2台 | 55KW,Q=40m3/min,0.5kgf/cm2 |
| 19 | 潜水搅拌机 | QJB4-6-320-3-960-S | 1台 | |
| 20 | 滗水器 | XB-400 | 1套 | 400T/h |
| 21 | 曝气器 | φ215 | 925套 | |
| 22 | 污泥回流泵 | YYG200-200 | 2台 | 15KW,Q=200m3/hr,H=12.5m, |
| 23 | 污泥泵 | 50WQ20-7-0.75 | 2台 | 0.75KW,Q=20m3/hr,H=7m, |
| 24 | 带式压滤机 | DYQ-1500 | 1台 | B=1500mm |
| 25 | 螺杆泵 | G40-1 | 2台 | 4KW,Q=12m3/hr,H=60m, |
| 26 | 污泥浓缩罐 | NSQ-2000 | 1套 | Q235A,Ф2.0×3.5m |
| 27 | 加药装置 | JY-Ⅰ | 1套 | PE,用于污泥浓缩 |
| 28 | 电气控制柜 | DK-Ⅱ | 1套 | 含液位自控及PLC系统 |
八、运行成本分析:
8.1基本参数● 废水处理动力计算(动力单位:kW)
| 序号 | 设备名称 | 数量 | 单套功率Kw | 总功率Kw | 使用功率Kw | 使用效率 |
| 1 | 高浓度废水提升泵 | 2台 | 1.5 | 3.0 | 1.2 | 80% |
| 2 | 低浓度废水提升泵 | 2台 | 1.5 | 3.0 | 1.2 | 80% |
| 3 | 铁碳塔风机 | 2台 | 30 | 60 | 15 | 50% |
| 4 | 污泥循环泵 | 2台 | 7.5 | 15.0 | 4.5 | 60% |
| 5 | 催化氧化风机 | 2台 | 37 | 74 | 18.5 | 50% |
| 6 | CASS池风机 | 2台 | 55 | 110 | 44 | 80% |
| 7 | 污泥回流泵 | 2台 | 15 | 30 | 7.5 | 50% |
| 8 | 加药装置 | 1台 | 1.5 | 1.5 | 1.2 | 80% |
| 9 | 污 泥 泵 | 1台 | 0.75 | 0.75 | 0.075 | 10% |
| 10 | 螺 杆 泵 | 2台 | 4 | 8 | 0.4 | 10% |
| 11 | 带式压滤机 | 1台 | 7.5 | 7.5 | 3.75 | 50% |
| 12 | 小 计 | 312.75 | 97.325 |
● 工资福利
本污水处理站机械化、自动化程度较高,人员共需设置8名,职工工资福利每人每年15000元。
8.2成本费用预测
| 序号 | 费用项目 | 单位运行成本(元/ m3水) |
| 1 | 动力费E1 | 97.325×0.8÷104=0.75 |
| 2 | 工资福利费E2 | 15000×8÷300÷600=0.67 |
| 3 | PAC |
混凝剂:PAC:1.6元/Kg,加药量约80mg/L 1.6×0.08=0.13元/m3·水 |
| 4 | 酸 |
硫酸单价:1000元/吨 ,硫酸投加量:≤40g/m3 40×0.001×0.001吨/m3×1000元/t=0.04元/m3 |
| 5 | 二氧化氯 |
制备二氧化氯需消耗食盐,耗盐量1.6g/g气,盐价按2500元/吨计 0.02×1.6×2.5=0.08元/吨 |
| 6 | 微电解填料损耗 | 2000元/月÷30天÷2300D/天=0.03元/吨 |
| 7 | 处理费用E | 1.70 |
8.3成本分析
通过上述测算表明,本工程污水的单位运行直接成本为1.70元/ m3•水,对于如此高浓度的工业废水处理站而言,处理成本较低。
九、效益分析:
9.1环境效益本污水处理站的建设,可以稳定有效地进行污水处理,降低水中的有机污染物。
污水中污染物削减量度表
| 项 目 | 污染物削减量(吨/年) | ||
| 指 标 | CODcr | BOD5 | SS |
| 数 值 | 990 | 306 | 108 |
● 能源效益
废水经过厌氧反应可产生大量的沼气,其有效成份甲烷可以作为清洁无污染的新能源加以利用,为此,我们可用其燃烧产生的热量加热废水,提高生化反应所需的水温,或用作生产用燃烧原料。
每去除1Kg的COD可产生0.35m3的沼气,其中含有70~80%的纯甲烷气,甲烷的燃烧值为:35.4×103KJ/m3,则每天可产甲烷气:
(3850-963)÷1000×900×0.35×80%=727m3
相当于727m3的天然气,天然气价格按1.0元/ m3计,则每年可产生26万多元的能源效益。
另外,可以用产生的沼气加热废水生化所需要的温度。若沼气燃烧器的燃烧效率按80%计,则每日产生的沼气用来燃烧加热废水,可使水温提高6.8℃。从而大大提高IC反应器的发酵温度,提高处理效果。
下一篇:江西旭阳雷迪废水处理 上一篇:吉化硝酸钙精细过滤器